SPR riveting
SPR self-punching riveting is a mechanical connection. There is no heat input in the process, which can effectively avoid the problems caused by thermal connection. For steel-aluminum mixed body, because of the melting point, density, thermal conductivity, electrical conductivity, electrochemical corrosion of aluminum, etc. There are major problems in the welding process, and SPR solves the connection process that is often used in this problem.
Hollow riveting (SPR): The rivet is pressed by the upper and lower dies, and the end of the rivet leg is turned around to form a rivet in the process of being embedded in the plate, thereby firmly connecting the upper plate and the lower plate together, SPR process It is a cold forming process that forms a strong interlock between the rivet and the sheet material. It is powered by a hydraulic cylinder or a servo motor to directly press the rivet into the plate to be riveted. The riveted plate is plastic under the pressure of the rivet and the rivet is plasticized. The deformation is filled in the rivet after molding to form a stable connection.
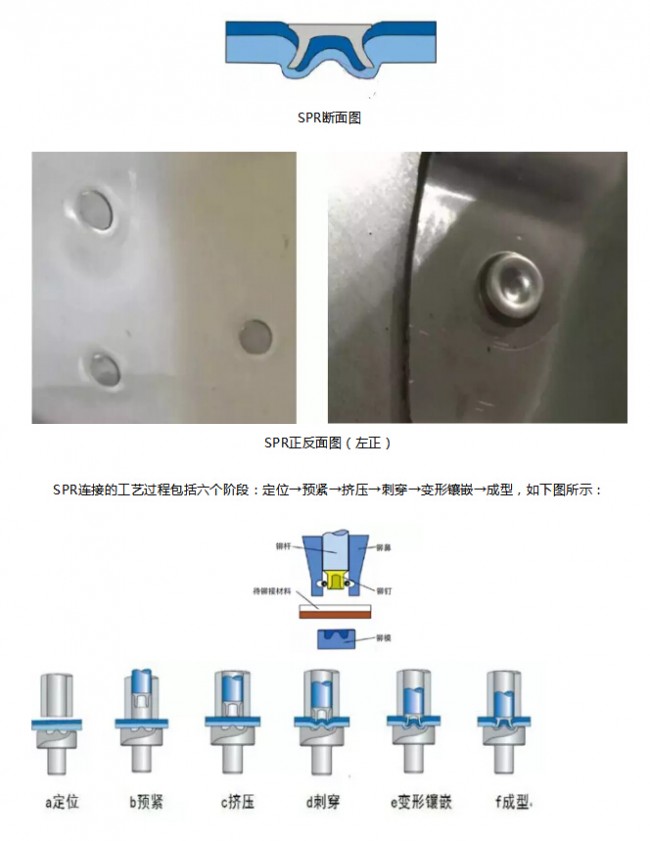
1. Positioning: Fix the crimping ring and the die position
2. Pre-tightening; the rivet moves downward through the punch and is ready to be pressed into the workpiece
3. Extrusion stage: The crimping ring presses down the material to be riveted, and at the same time, the rivet is also pre-compacted vertically under the drive of the punch.
4 Puncture stage: the punch moves downwards, pushing the rivet to force it to penetrate the upper sheet, and the rivet also drives the lower sheet to plastically deform into the concave mold.
5 deformation inlay: the rivet legs gradually open, the lower sheet material is plastically deformed and gradually filled into the concave mold. Under the joint action of the punch and the concave mold boss, the rivet legs are expanded to the periphery, and the lower layer is embedded to form the rivet. Mechanical interlocking structure with the sheet.
6 Forming stage: When the punch presses the rivet down until the rivet head is in close contact with the upper surface of the upper layer and is flush, it can be considered that the riveting is completed. At this time, the blanking ring releases the blanking force, and the punch will return to the initial station. The end of the riveting.
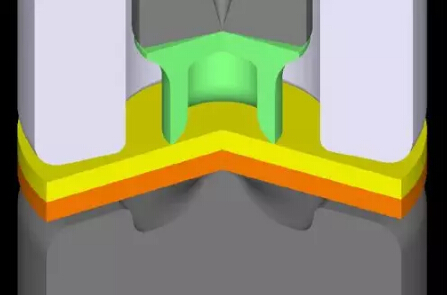
Riveting process profile
Rivet introduction

The body usually has rivets of 3mm and 5mm, and weighs about 0.3~0.5g.
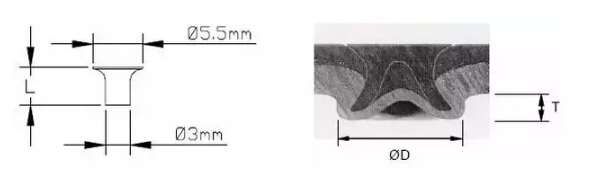
The figure above shows a 3mm diameter rivet with an L range of 4-8mm, a diameter D range of 6-7mm, and a T range of 1-2mm.
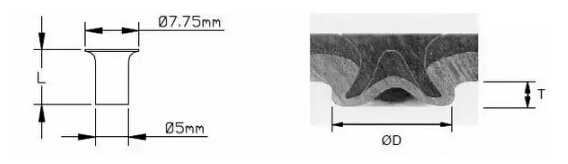
The figure above shows a 5mm diameter rivet with an L range of 5-14mm, a diameter D ranging from 9-12mm, and a T range of 2-3mm.
SPR riveting features:
Ø A variety of material connections (steel, aluminum, plastic) can be realized;
Ø Low energy consumption, green technology;
Ø It is necessary to keep the gun space on both sides at the connection point;
Ø Usually different combinations of materials, thickness and hardness require different rivets and punch dies;
Ø Equipment system cost is much higher than resistance spot welding;
Ø The riveting point is raised by about 2-3mm; only the C-type riveting gun can be used;
Ø There are certain requirements for sheet metal materials, and it is necessary to be able to achieve plasticity changes.
to sum up
With the requirement of light weight, the fuel consumption is reduced. At present, there are many steel and aluminum body applications. SPR riveting is used in the connection between Mercedes cast aluminum tower and longitudinal beam. More than 2,000 rivets are applied to the Audi body frame. Because it is a cold connection, it solves the problem of the connection of dissimilar metals, and is currently a connection method for steel and aluminum body applications.
High Pole Combination Lamp,Led Street Light Pole,Street Light Fixtures Led,Street Light Poles
Jiangsu Yunya Optoelectronics Technology Co., Ltd. , https://www.yunyalighting.com