Basic thread cutting instruction FANUC-0T CNC lathe programming (Figure)
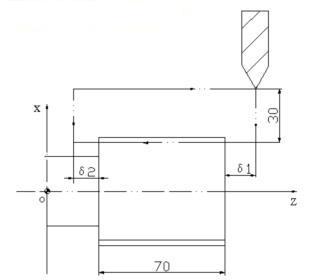
Figure 1 cylindrical thread cutting
The basic thread cutting method is shown in Figure 1.
Programming format G32 X(U)~ Z(W)~ F~
In the formula:
X(U), Z(W) - the end point coordinate value of thread cutting; when X is omitted, it is cylindrical thread cutting, when Z is omitted, it is end face thread cutting; when X and Z are not omitted, it is taper thread cutting; (X coordinate value is based on "Mechanical Design Manual" table check)
F - Thread lead.
For thread cutting, it should be noted that sufficient speed-increasing infeed section δ1 and deceleration retracting section δ2 are set at both ends.
Example: Try to write the machining program for the thread shown in Figure 3.42. (Thread lead 4mm, speed-increasing infeed section δ1=3mm, speed-retracting section δ2=1.5mm, thread depth 2.165 mm).
......
G00 U-62
G32 W-74.5 F4
G00 U62
W74.5
U-64
G32 W-74.5
G00 U64
W74.5
......
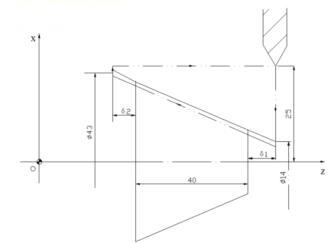
Figure 2 Taper thread cutting
Example: Try to write the machining program for the tapered thread shown in Figure 2. (Thread lead 3.5mm, speed-increasing infeed section δ1=2mm, speed-retracting section δ2=1mm, thread depth 1.0825 mm).
G00 X12
G32 X41 W-43 F3.5
G00 X50
W43
X10
G32 X39 W-43
G00 X50
W43
Three Way Valve Balls,Stainless Steel Three Way Valve Spheres,Steel Three Way Valve Spheres,Stainless Three Way Valve Spheres
WENZHOU ZHENHONG VALVE BALL CO., LTD , https://www.zhvalveball.com